



ウェルドライン強度改善
強度不足のトラブル発生していませんか?
ウェルドラインとはキャビティ内を流れる溶融樹脂が会合する部分で、強度不足が発生してしまいます。当社ではIMM工法によるウェルドライン部の強度を大幅に改善することができます。
(IMM工法:イン・モールド・ムービング工法の略)
(IMM工法は当社独自開発による加工方法です。)
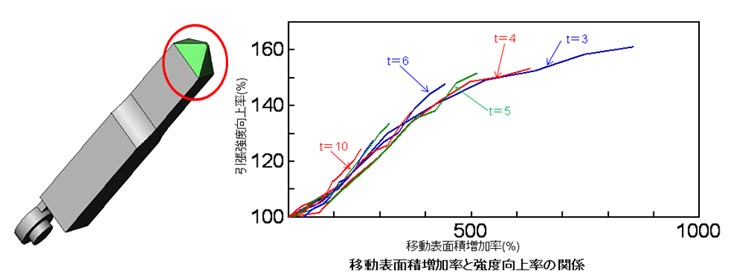
※上表はIMM工法により射出充填後再流動を発生させた場合、ウエルド表面積を増加させる効果がウエルド強度に対してどの程度強度UPになるかを示しています。表面積を5倍に増すとウエルド強度は肉厚に関係なく5割強度UPとなります。(2017年6月学会発表)
ウェルドラインのトラブルを解決!
- 成形条件や材料をいろいろ試したがウェルドライン強度の改善が限定的
- ウェルドライン強度を改善する目的でゲート配置を変更したが成形性が悪化
- ウェルドライン部製品表面が膨らみ、外観上・寸法精度上問題に
- ウェルドライン部が起点となりソリ・変形が発生
IMM工法によるウェルドライン制御成形
ウェルドライン強度不足は大きく分類して耐薬品性等に象徴される経年劣化を引き起こす要因と単純に強度不足の2種類あります。
ウェルドラインとはキャビティ内を流れる溶融樹脂が会合する部分をいいますが、会合部にはガスを含んだ空気により製品表面にV型の溝が形成されます。当然会合した樹脂には結合力の弱い部位が形成されV型溝と合せてウェルドライン強度低下の要因となります。次亜塩素酸ナトリウム溶液等で樹脂製品の応力集中検査を行うとウェルドライン部より破壊するのはこのことを表しています。また、ガラス繊維等の繊維状添加剤を使用した強化樹脂の場合は、上記問題と合せて繊維配向やフローフロントに集中する繊維が極端に強度低下を招きます。
IMM工法の問題を解決
当社はIMM工法によりこの問題を解決いたします。
下図に当社で比較検証を行っていますIMM工法仕様のダンベル試験片を示します。
写真上は通常成形のもので、写真下はIMM工法のものです。両サンプル共に引張り試験を行った際の破断されているものを示します。
製品両端にゲートを設け、試験片中央部にウェルドラインを形成するランナー・ゲート配置となっています。
通常成形品では製品中央部(ウェルドライン部)から破壊しており、破断面が垂直になり、ウェルドライン部の強度低下を想像させます。IMM工法品は破断部位がウェルドライン部よりズレており、破断面は引きちぎられている様な形状になっています。

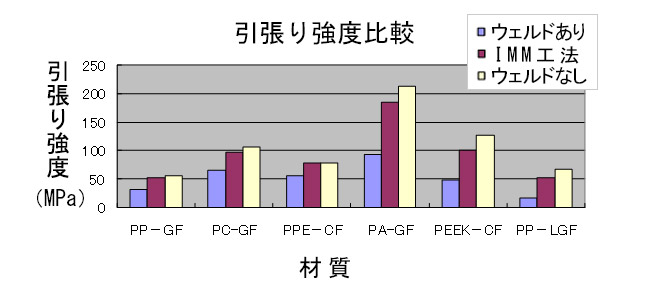
下図は各種材料により上記ダンベル試験片に対し引張り試験を行った結果です。
PP-GFは上記製品のもので、PP-LGFはPP長繊維を示しています。
ウエルドなしとは一点ゲートで成形したもので、ウェルドラインがない状態の製品です。
ウェルドライン強度はウェルドラインなしと比較して50%程度の強度低下となります。また、長繊維(PP-LGF)では25%程度に下がります。
IMM工法品はウエルドなし品までの強度は出せないもののウエルドあり品強度からは大きく改善しています。
(実製品はダンベル試験片形状と異なりますので強度変化の割合は異なります。)
下写真は上記ダンベル試験片のウェルドライン部の表面粗さ測定を行った結果です。
ウェルドライン部は繊維配向の変化により山状に変形します。変形量が大きいほど繊維配向が極端になりウェルドライン強度が低下する傾向になります。

(通常成形 Ra9.2)
IMM工法では山状が微細となり、繊維配向が改善していることが解ります。

(IMM工法 Ra0.8)
ウェルドライン部の強度不足はそのこと自体問題ですが、製品の一部に発生するウェルドラインは製品全体の剛性を崩し変形の主要因となります。