



ボイドの制御
ボイドは強化低下・不安定化を招きます。
PLAMOではボイドの制御による強度改善成形を行っています。
IMP工法は真空ボイド制御を目的として開発した加工技術です。IMP工法やIMM工法によるボイド制御の比較をご紹介いたします。
(IMP工法:イン・モールド・プレッシング工法の略)
(IMM工法:イン・モールド・ムービング工法の略)
(IMP/IMM工法は当社独自開発による加工方法です)
この様なトラブルを解決解決します!
- 成形条件や材料をいろいろ試したがボイドの改善が限定的である。
- ボイド制御するための成形条件では成形サイクルが長すぎる。
- ボイドを制御するため樹脂温度を極端に下げて成形しているが、外観不良が発生。
IMP工法によるボイド制御成形
ボイドは製品内部に発生し、外観上の不具合がないことから判別困難な不良です。近年X線による判定を行う企業が増えてきています。ボイドには数種類の原因がありますが、一番解決困難なものが真空ボイドです。真空ボイド制御を完全に行うためには高度な成形技術が必要です。IMP工法は真空ボイド制御を目的として開発した加工技術です。
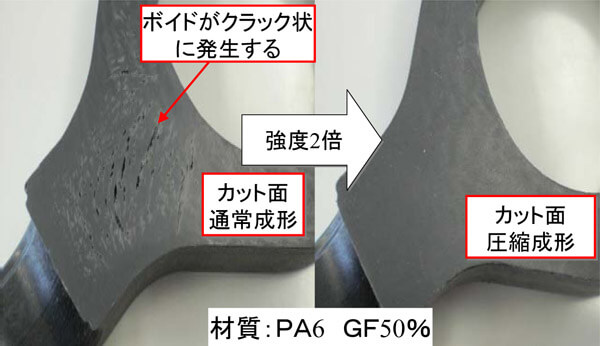
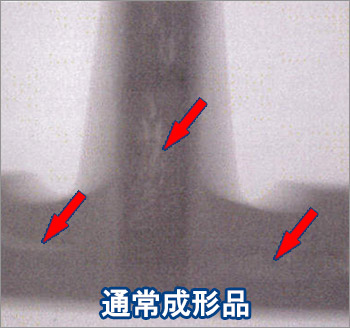
上記写真は肉厚30mmと射出成形品としては非常に肉厚の製品です。ガラス繊維50%wt含有している材料においてはボイドの発生はご覧の通りクラック状に発生いたします。クラック状のボイドは強度低下を招き、強度部材としては致命的な欠陥となります。IMP工法においては安定的にボイドを制御することが可能です。
IMM工法によるボイド制御成形
IMP工法は非常に高い圧縮力を必要とする為、金型耐久性が劣るという問題点がございます。当社では現在ボイド対策はIMM工法の活用で対応しております。
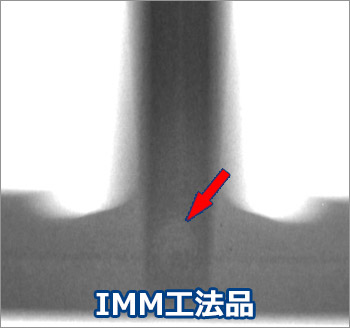
下図は製品のX線写真です。矢印で示した白濁した部分がボイドの存在を表しています。通常成形においては製品内部に白濁した部位が多く存在しますが、IMM工法では1ヶ所のみ確認できます。
強度面での高い要求性能が無い場合はIMM工法のご利用を勧めております。
IMP/IMM工法の基本的原理の説明
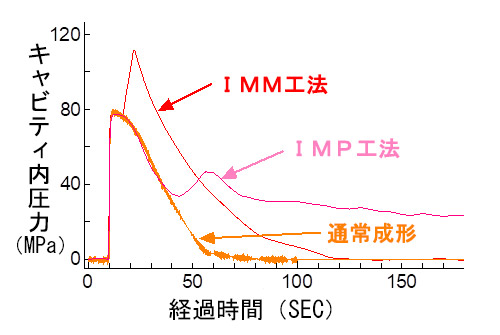
下図はキャビ内圧を射出後の時間経過とともに測定したグラフです。
真空ボイドを制御するためには金型内圧を高い状態に保ち続ける必要があります。特に厚肉製品の場合は金型内での保持が不可欠となります。
通常成形では射出完了直後がキャビ内圧のピークとなりそこから時間経過とともに圧力低下が起き60SECにて圧力はゼロになります。IMM工法は射出によるピーク圧からさらに高いキャビ内圧となります。しかし樹脂の冷却とともに圧力低下の現象により120SECには内圧がゼロとなります。IMP工法ではキャビ内圧をコントロールすることにより射出完了時の内圧より低い圧力を保ち続けることができます。
IMP工法は安定的に真空ボイドを制御することが可能でありますが、厚肉製品の場合は、キャビ内圧を保ち続ける必要があり、成形サイクルを長期化する要因となります。
このこともIMP工法よりIMM工法を選択するお客様が多い理由です。
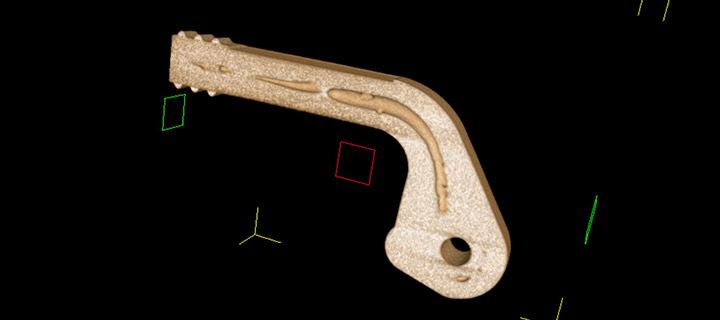
ボイド有無の検査体制
当社では部品単体においても下図X線CTによる抜取検査を行っております。ボイドは充填圧力不足とボイドの核となる異物が主たる原因です。ボイドを根絶することが非常に難しいのはこのためです。当社の圧縮技術と併せて非破壊検査により安心して使用できる製品をご提供しています。